在智慧製造的討論中,「機器視覺」與「AI 視覺」這兩個詞彙時常被混用,但它們解決的,其實是兩個根本不同層次的問題。
前者問的是:「這個產品的表面有沒有瑕疵?」 後者問的是:「這條產線的人員,有沒有按照正確的方式在生產?」
對於正在評估導入視覺技術的工廠管理層而言,釐清這個差異,不只是技術選擇的問題,更是整個導入策略的起點。
下載成功案例:ODM 大廠導入 AI 視覺,實現透明管理 →
什麼是機器視覺(Machine Vision)?
機器視覺是一套以規則為基礎(Rule-based)的影像處理技術,透過工業相機、精密光源控制與影像演算法,對特定物件進行量測、定位與外觀判定。
其運作邏輯是:工程師事先定義「合格」與「異常」的影像特徵,系統依照固定規則比對輸入影像,輸出二元的合格 / 不合格判定。
機器視覺的核心應用:
- 外觀瑕疵檢測(AOI):檢測產品表面的刮痕、裂縫、汙點、缺件等靜態外觀異常
- 尺寸量測:精確量測零件幾何尺寸,確保符合公差規格
- 位置定位:引導機械手臂精準取放物件
機器視覺的限制:
機器視覺擅長在受控環境下、對固定物件做出高速且精確的靜態判定。然而,一旦面對「人」的行為——作業員的動作、工具的使用方式、組裝步驟的執行順序——規則式的視覺系統便力有未逮。人的動作本質上是動態的、多變的,無法被預先窮舉所有規則加以描述。
什麼是 AI 視覺(AI Vision)?
AI 視覺以深度學習為核心,透過大量影像資料訓練模型,讓系統「學習」辨識目標物件的特徵與行為模式。與機器視覺相比,AI 視覺更擅長處理複雜、動態、難以用規則定義的場景。
在製造業中,AI 視覺的應用已從「靜態物件判定」大幅延伸至「動態製程監控」,尤其是針對人工組裝比例高的產線——而這正是目前多數工廠管理效率最低、最需要被數位化的環節。
超過 72% 的工廠任務仍由人工完成。機器人尚未完全取代工廠中的所有工作。 Source: Kearney — The State of Human Factory Analytics
AI 視覺真正的戰場:製程中的「人」
傳統的品質管理思維,往往把檢驗的重心放在產線末端,產品做完了,再用 AOI 或人工目視確認有沒有問題。這種「事後檢查」的模式有一個根本的盲點:問題早在製程中就已發生,等到末端才發現,重工與損耗都已無可避免。
AI 視覺的價值,在於將品質的管控點從「末端檢驗」提前至「製程當下」,直接追蹤產生品質結果的源頭—人員的作業行為。
PowerArena HOP 人因作業平台的 AI 視覺,專注於製程端的四大辨識能力:
1. 零件與工具辨識
HOP AI 視覺能夠即時辨識作業員使用的工具種類(如螺絲起子型號、治具類型),以及料件是否正確取用、放置於正確位置。這讓「混料防錯」與「工具使用合規」能夠在製程端自動完成確認,而非依靠人工抽查。
2. 作業員動作辨識與 SOP 合規
HOP AI 視覺追蹤作業員的每一個關鍵動作,即時與預設的 SOP 動作序列比對:
- 是否完成了所有必要步驟?(如鎖螺絲、插件、點膠)
- 步驟的執行順序是否正確?
- 是否有遺漏關鍵動作直接進入下一步驟?
當 SOP 偏差發生時,系統即時觸發警示,讓問題在工站當下就被攔截,不流入後段工序。
3. Cycle Time 自動量測
為一項產品進行時間研究,工業工程師需耗費約 24–48 小時,一個月僅能取得約莫 15 分鐘的數據資料。 Source: PowerArena — AI 視覺驅動時間與動作研究
HOP AI 視覺 24 小時 7 天自動量測每個工站的週期時間(Cycle Time)、製程時間(Process Time)與閒置時間(Idle Time),資料密度從「每月 15 分鐘抽樣」升級為「全時段完整紀錄」。這份數據是線平衡改善與瓶頸識別的核心基礎。
4. 完整生產履歷與影像溯源
每個工站的生產過程均被完整錄製,並自動與產品序號、時間戳記、工站編號關聯建檔。當品質問題發生時,管理者能夠在數分鐘內調閱問題發生當下的影像,精確還原事件經過,這是傳統「大海撈針」式人工追查無法比擬的效率。
兩種視覺技術的定位差異
釐清機器視覺與 AI 視覺的差異,最清楚的方式是從「問題發生的位置」來思考:
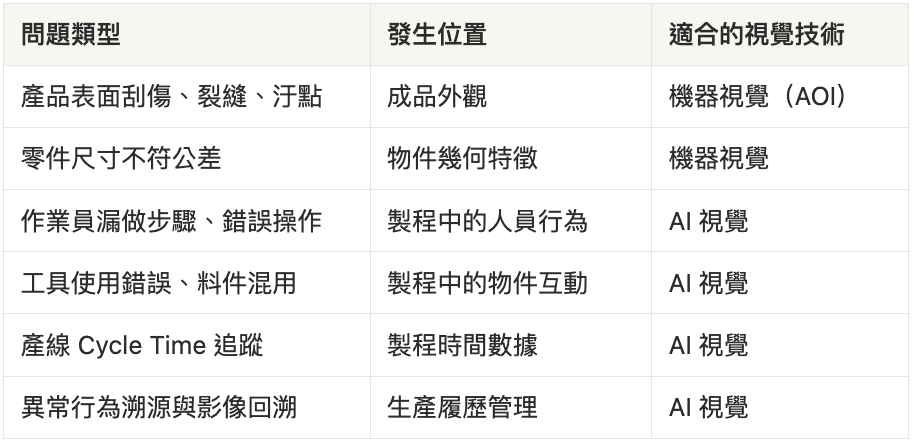
機器視覺與 AI 視覺的差異
這兩種技術並非競爭關係,而是覆蓋不同問題層次的互補工具。許多工廠在末端已部署 AOI 系統,但製程中大量的人員操作環節,仍是一個幾乎未被數位化的管理黑盒子,而這個黑盒子,往往才是品質問題真正的源頭。
案例一:ODM 大廠—AI 視覺讓問題溯源從數天縮短至數分鐘
某全球知名伺服器 ODM 廠,產線共設有 15 個工站,負責高單價伺服器的人工組裝。
痛點: 作業員在使用螺絲起子等工具時,時常不慎刮傷或撞凹伺服器金屬外觀件。由於缺乏製程影像紀錄,管理者面對損傷時只能靠人工報表「大海撈針」式查找,難以快速定位責任工站與時間點,問題處理耗時費力,嚴重時影響出貨。
導入 HOP AI 視覺後: 每個工站全程影像紀錄,自動與產品序號、時間戳記關聯建檔。一旦發現外觀問題,管理者能立即調閱問題發生當下的影像,在數分鐘內完成溯源,大幅縮短問題處理時間,同時建立完整生產履歷,提升客戶對產品品質的信任度。
案例二:全球前五大 EMS 廠—AI 視覺 4 週內提升 5.2% UPH
某全球前五大 EMS 製造商在馬來西亞、越南的勞力密集組裝線,面臨新廠產能比母廠低 20–30%、人員流動率高達 15–30% 的挑戰。IE 工程師依賴人工碼表計時,每次時間研究耗費 48 小時,卻只能取得約 15 分鐘的片段數據。
導入 HOP AI 視覺後: 實現全時段 24/7 自動化 Cycle Time 量測,AI 精準識別出瓶頸肇因(包括離崗時段、補料干擾、WIP 積件過多),4 週內達成 UPH 提升 5.2%、產能障礙減少 70%,ROI 超過 5 倍。
如何判斷你的工廠需要哪一種視覺方案?
你的主要痛點是什麼?
- 「產品出貨後客訴外觀問題,需要自動化外觀檢驗」 → 傳統機器視覺(AOI)是更直接的方案
- 「不知道製程中人員有沒有確實按 SOP 操作,問題發生時難以追查根因」 → AI 視覺(如 HOP)是對症的工具
- 「知道產線有效率問題,但缺少數據支撐,無法判斷瓶頸在哪」 → AI 視覺的 Cycle Time 自動量測能直接解決這個問題
你的產線特性是什麼?
人工組裝比例高、工站數多、多班制運作、或正在進行跨廠復製的工廠,是 AI 視覺能創造最大效益的典型場景——因為這些場景的管理複雜度,遠超出人力監督所能覆蓋的範圍。
結論
機器視覺解決的是「產品對不對」的問題,AI 視覺解決的是「人員做得對不對」的問題。在製造業的品質與效率管理中,這兩個問題同等重要,但後者長期以來更難被量化、也更容易被忽視。
將 AI 視覺引入製程管理,不是要取代現有的 AOI 或品檢系統,而是填補那個長期存在於生產現場的管理空白:從「結果端」回溯到「行為端」,讓每一個人員操作步驟都能被數位化追蹤、分析與改善。
延伸閱讀:
Table of Contents