Machine Vision vs. AI Vision in Manufacturing: What’s the Real Difference
and Which One Does Your Factory Actually Need?
“AI vision” and “machine vision” are two of the most overused, and most confused, terms in smart manufacturing conversations today. Vendors use them interchangeably. RFPs lump them together. And factory teams end up investing in technology that solves the wrong problem.
The distinction matters more than most people realize. Not because one technology is better than the other, but because they’re built to answer fundamentally different questions on the production floor.
Machine vision asks: Is this product defect-free? AI vision asks: Is this operator doing the job correctly?
If you’re evaluating visual technology for your factory, getting this distinction right is the difference between a well-targeted investment and an expensive system that doesn’t move the needle on your actual pain points.
Download Case Study: ODM manufacturer achieved full production traceability →
What Is Machine Vision?
Machine vision is a rule-based imaging technology. Industrial cameras, controlled lighting, and pre-programmed algorithms work together to inspect objects against a fixed set of criteria, producing a pass/fail output at high speed.
The system doesn’t learn. It doesn’t adapt. It does exactly what it’s configured to do, within the conditions it was configured for. That’s both its strength and its ceiling.
Where machine vision excels:
- Surface defect detection (AOI): Identifying scratches, cracks, contamination, and missing components on finished products
- Dimensional measurement: Verifying geometric tolerances to micron-level precision
- Position guidance: Directing robotic arms and pick-and-place systems to exact coordinates
Where it falls short:
The moment your inspection target involves a human being, their movements, their decisions, the sequence in which they assemble components — rule-based vision reaches its limits. Human behavior is dynamic, variable, and impossible to fully enumerate in advance. You can’t write a rule set that covers every possible way a person might deviate from an assembly procedure.
What Is AI Vision?
AI vision uses deep learning to recognize patterns from data rather than from predefined rules. Models are trained on large image datasets, allowing the system to identify objects, actions, and sequences it wasn’t explicitly programmed to detect.
In manufacturing, this matters because it shifts the application scope from product inspection to process monitoring, and specifically, to monitoring the human element of production.
More than 72% of factory tasks are still performed manually. Robots have not replaced all work on the factory floor. Source: Kearney — The State of Human Factory Analytics
That 72% is where AI vision creates its most significant impact, and where most factories remain almost entirely unmanaged from a data perspective.
The Real Battleground: What Happens Between the Machines
Traditional quality management focuses heavily on the end of the line: AOI checks, final inspection, outgoing QC. These are important. But they share a structural blind spot, by the time a defect is detected at the end of the line, it’s already been built into the product. Rework is inevitable. The question is just how expensive.
AI vision moves the control point upstream, into the process itself — tracking the behaviors that generate quality outcomes rather than simply measuring the outcomes after the fact.
PowerArena’s HOP (Human Operation Platform) AI vision is designed specifically for this layer of manufacturing intelligence. It focuses on four core recognition capabilities within the production process:
1. Parts and Tool Recognition
HOP AI vision identifies in real time whether operators are using the correct tool for each step — the right torque spec, the right fixture, the right instrument, and whether components are being picked, placed, and oriented correctly. This enables automated poka-yoke at the point of action, without relying on connected tools or IoT sensors.
2. Operator Motion Recognition and SOP Compliance
HOP tracks every key operator action and compares it in real time against the predefined SOP sequence:
- Was every required step completed? (fastening, soldering, applying lubricant, inserting components)
- Was the sequence correct?
- Were any critical actions skipped before moving to the next station?
When a deviation is detected, the system triggers an immediate alert, catching the problem at the workstation before it flows downstream.
3. Cycle Time Measurement — Automated, 24/7
A single time study for one product requires an industrial engineer to spend 24–48 hours on the floor, yielding just 15 minutes of usable data per month. That data density is not sufficient to support reliable line balancing decisions. Source: PowerArena — AI Vision-Driven 100% Production Visibility
HOP automatically measures Cycle Time, Process Time, and Idle Time at every workstation, continuously. Data density goes from “15 minutes per month” to a complete, around-the-clock record — giving industrial engineers the foundation for genuine line balancing analysis.
4. Full Production Traceability and Video Recall
Every workstation is continuously recorded, with footage automatically linked to product serial numbers, timestamps, and station IDs. When a quality issue surfaces — whether during final inspection or as a field warranty claim, managers can pull the exact footage within minutes, pinpoint the root cause, and close the loop. No more reconstructing events from memory or paper records.
Side-by-Side: Machine Vision vs. AI Vision
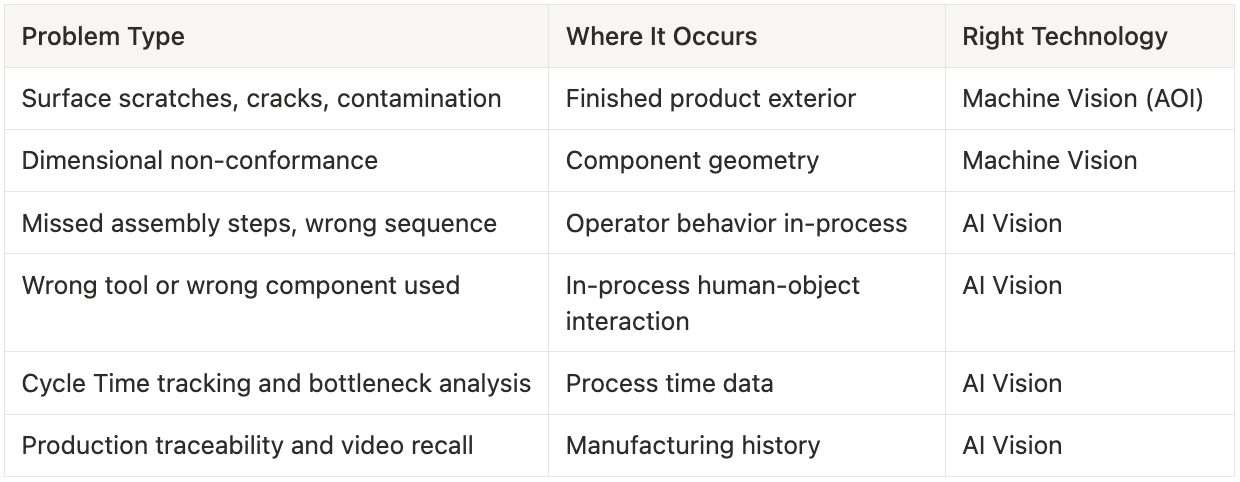
Machine Vision vs. AI Vision
These are complementary technologies, not competing ones. Many factories have already deployed AOI at the end of the line. The gap that remains, and that persists almost universally, is the absence of any structured data on what happens during the process, at the hands of the people doing the work.
Case Highlight: ODM Server Manufacturer — From Days to Minutes on Root Cause Analysis
A globally recognized server ODM manufacturer operates a 15-station manual assembly line for high-value server products. Operators occasionally caused surface damage, scratches and dents, while handling metal components with tools. Without process-level video records, managers had no reliable way to trace damage back to a specific station or time window. Investigations were time-consuming, and in serious cases, delayed shipments.
After deploying PowerArena HOP, every station records continuous footage linked to product serial numbers. When damage is identified, managers retrieve the relevant footage in minutes, pinpoint exactly when and where the incident occurred, and take targeted corrective action. A complete, auditable production history is now a standard output of every unit produced.
Case Highlight: Top 5 Global EMS Manufacturer — 5.2% UPH Improvement in 4 Weeks
A top-five global EMS manufacturer running labor-intensive assembly lines across Malaysia and Vietnam faced a persistent 20–30% productivity gap between new facilities and their parent plant. With manual time studies consuming 48 hours to yield just 15 minutes of data, IE teams lacked the information density needed to identify bottlenecks with confidence.
HOP’s 24/7 automated Cycle Time measurement replaced manual stopwatches, generating a continuous, station-level data stream. Within four weeks, the team had identified and addressed root causes, unscheduled absences, material replenishment interruptions, excessive WIP accumulation, achieving a 5.2% UPH improvement and a greater than 5x ROI.
How to Decide What Your Factory Needs
If your primary challenge is end-of-line product quality, with defects that are detectable on the product surface, traditional machine vision (AOI) is likely the more targeted solution.
If your primary challenge involves any of the following, AI vision is the more appropriate tool:
- Operators not consistently following SOP
- Assembly errors that are invisible or inaccessible after the product is closed
- Lack of data for line balancing and bottleneck identification
- Inability to trace quality problems back to the source quickly
- Cycle Time variation that you can observe but not quantify
If you have both challenges, the most effective architecture is AOI at the end of the line combined with AI vision monitoring throughout the process, the former checking what came out, the latter understanding why.
Conclusion
Machine vision and AI vision are not rivals. They address different layers of the manufacturing quality and efficiency problem. Machine vision handles the product. AI vision handles the process, specifically the human-intensive portions of it that have historically been the hardest to measure and improve.
For factories where manual assembly remains a significant portion of operations, AI vision isn’t a supplement to quality management. It’s the missing infrastructure layer that makes process data available for the first time.
Further reading:
Table of Contents