PowerTalk invites Charlie Huang, Manager of Smart Factory Platform & Solutions at Gogoro, to reveal the secrets of how the leading E-scooter manufacturer upgrades their smart factories.
23 May 2023
PowerTalk invites Charlie Huang, Manager of Smart Factory Platform & Solutions at Gogoro, to reveal the secrets of how the leading E-scooter manufacturer upgrades their smart factories.
Thank you Charlie for being here today. It’s great that we could have this opportunity to share the collaboration between PowerArena and Gogoro. In the first half of our session, we’ll talk about the implementation of AI computer vision in traditional production lines and the more matured and automated lines.Gogoro has introduced PowerArena’s system for a couple of years now. Can you talk about the difference between the current situation and the previous situation?
Charlie: We’ve deployed the MES system at the beginning to manage the data collected for production history on all of our production lines. However, as time went by, we found defects in the process of production, which were derived from lack of training. There were foreign workers, students and local staffs on the assembly lines. The employee turnover rate had caused our concerns on the quality of production. To be honest, we also found that issues were spotted on products that just entered the market for less than a week or a month. There are many factors that will effect production. Step and MES could collect data. But they cannot track or trace who assembled the piece or how the workers had done it. Whether it’s the traditional manufacturing industry, a four-wheeler or two-wheeler industry, even those who produce servers. We all, collectively, encounter the same problem in the field of assembly.
Charlie: After we implemented MES, I had been thinking how to ensure that SOP is followed correctly by the workers. You may have seen some of Gogoro’s videos on the internet. You’ll see in my shared screen later. We have created an digitalized SOP. But even with such data, there’s no way to check if workers are really doing what they have been told. At best, those particular steps that we’ve been collecting data from can be ensured. We found some loopholes in between. So in 2017, 2028, we started to consider using video to track our production as we put efforts in increasing productivity.The traditional approach is setting up a camera on the problematic station. Then going over the footages after the problem occurs. With this method, errors can’t be stopped and corrected immediately. We only see it afterwards.
Charlie: However, PowerArena’s AI vision, integrated with our MES system, can safeguard the production quality in key workstations. We have already implemented Ai vision in 18 stations at the moment and seen significant results.
You mentioned earlier that there are 18 stations that has deployed AI vision. And it was not an entirely smooth process. Could you share with us what problems you’d encountered?
Charlie: In a general production line, it’s impossible for one line to be solely responsible for one product. So the problems are: How many products are we responsible for? How does the AI know which model it should switch to when I change the product on line? Which model should be used for checking? So we are not just introducing AI to one product. We are introducing AI to all the products that are produced in this production line. That’s the difficulty.
Charlie: Firstly, we need multiple models. My models are built based on different materials. And then, once the models are built, how do MES or AI know what I am producing now? What standards should I use? Practice checking is the first standard for checking SOP compliance.
You mentioned earlier that before the introduction of this evaluation system, there would be warranty claims after products entering the market, usually around a month later. Have this situation been improved?
Charlie: I checked our data a few days ago. Focusing on those 18 stations, we tracked their warranty claims in the market. The numbers have dropped to zero. It’s a very significant result. That is to say, once we have introduced this system. Of course, there’s also the improvement on the production end. I believe that after a month, a season, or six months, we’ll see very significant effect. The problem can be detected and solved very quickly.
In these workstations, you use IoT devices and AI computer vision to manage production quality. Making sure that there will be no defective products that may cause damage when entering the market. I think it’s great for us to see some actual examples of what the workstations would look like with AI vision.
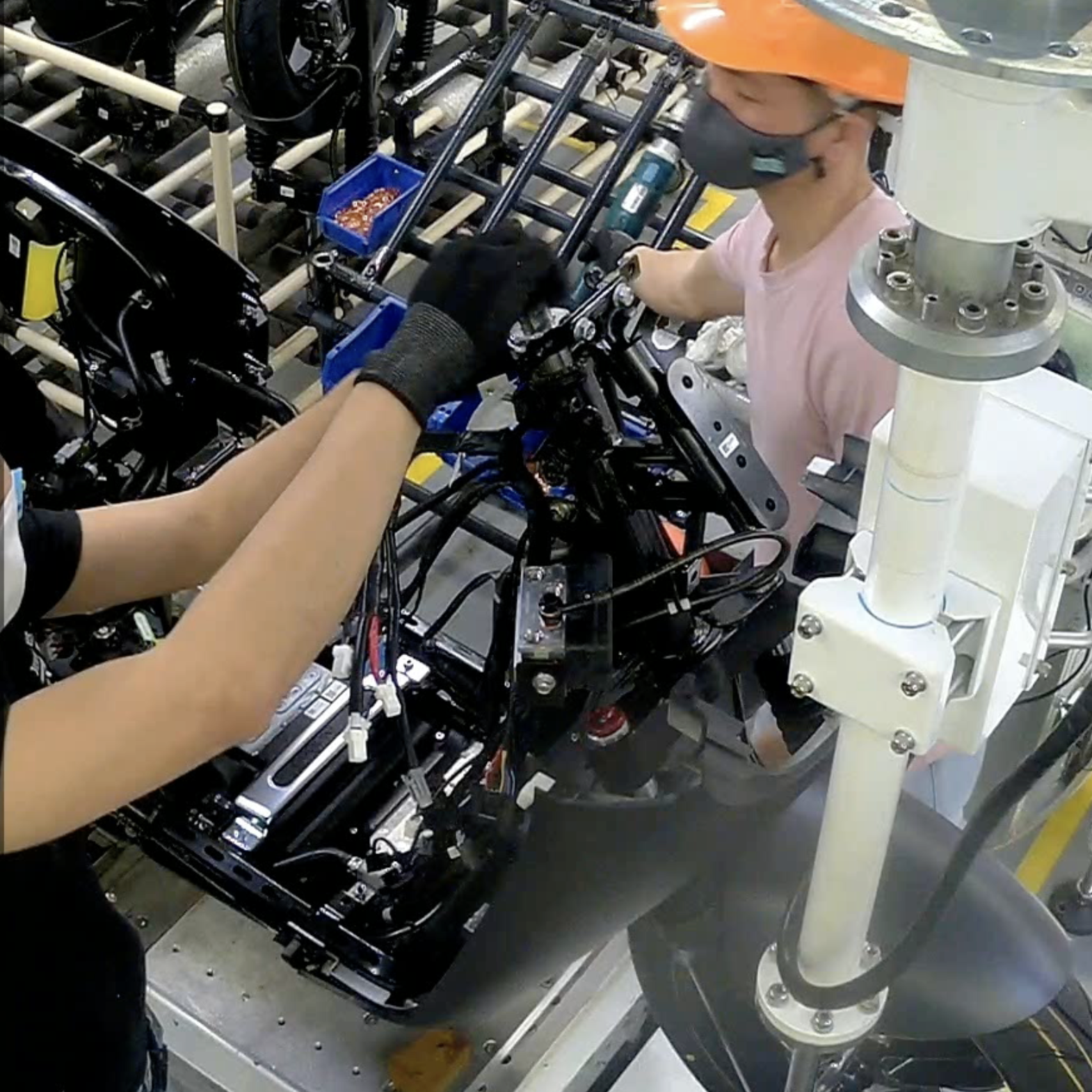
Charlie: I’ll start by sharing. I want to share a case of a vehicle assembly line. This is a station for assembling the front bracket steering mechanism. You can see on the left and right side of the screen. For MES, there are two workstations, two parallel stations on left and right. Before implementing PowerArena, MES was managing two sides of the workstation separately. But after implementing PowerArena, we can check two sides of the workstations simultaneously through video. And see if the individual work and the collaborative work are done correctly. We integrate PowerArena with MES. Now it’s clear to see that the two operators are working collectively. This process must be followed in this assembly line. Otherwise, PowerArena will stop the operation. With PowerArena’s AI manager, supervisors can confirm the operation through video playback, making sure that the product can be moved to the next procedure or needs a fix-up.
That’s an AGV underneath, right?
Charlie: That is our unique operation approach. We don’t use conveyor on our production line. Each vehicle is moved around the stations with an AGV.
So if we catch any incomplete step in the process, the AGV will not let it pass the station, right?
Charlie: Correct. AGV is integrated with MES. AGV will not proceed if any of the procedure is done incorrectly, that includes not having the torque or testing parameters collected. MES needs to receive the “OK” command and PowerArena AI musts confirm the procedure in order to let AGV pass. The most important thing PowerArena is dealing with is the process checking of the parallel workstations. There is no system that can manage such operation at the moment other than PowerArena. This is also very suitable for the four-wheeled industry. I came out from the four-wheeled industry. Its assembly mode is similar to what we are doing now with the AGV.
We’ve seen computer vision being used on the assembly line for circuit boards. It’s more of a 2D situation. But now we see computer vision entering the vehicle assembly line with a 3D application.
Charlie: This is a new model that we have built with PowerArena. I believe this model can be extended and used to the four-wheeler industry, or even the semiconductor industry. It is suitable to use such a way to achieve in-process quality control.
How soon will the dashboard send out an alert to the manager if the system detects a false procedure?
Charlie: Managers will be notified when the product is about to leave the station. In order not to disturb the smoothness of the operation. The system will do the checking then. When the AGV is not moving at the time of departure. Managers’ AI pad will show a warning. Workers at the station will call help. Then, very quickly, the manager will come and check. To see whether the problem is about product, materials or tools or it’s about the process. With PowerArena’ AI, we can immediately find out the cause of the problem. We couldn’t do this in the past, because no one saw the problem. PowerArena helps us fill in this data gap.
We can track and trace what went wrong at any time.
Charlie: These are the stations that we have installed the cameras and have been doing the checking. I can’t click in because of confidentiality. You can see that there is an alert on top. This alert is what I mentioned earlier. When such alert occurs, I can replay the video and see which step went wrong. This makes it convenient for the manager to check the quality of the process. To ensure the product is ready to leave this station.
Charlie: In fact, this whole concept of quality has been discussed for a long time. It’s called IPQC, in-process quality control. Though modern technologies, internet, software systems have been evolving, there’s one thing missing, still. That is AI vision. AI vision transfers the IPQC concept into real actions.
Thank you Charlie for showing us how PowerArena’s AI dashboard is used in the Gogoro production line. It stops abnormalities and defective products from entering the market. In the past, if they did enter the market, what impacts did they bring to Gogoro?
Charlie: When I was evaluating these stations, you can see the failure mode and effects analysis. I de-identified the key items. You can see that the impact on Gogoro is actually quite significant. This problem is vehicle does not work. That is, you’ll loose the power when you ride it. They’re all these kinds of problems. Very critical. Belt chain lifecycle decreases, the brake oil, braking force. These are all serious problems. When I did the RPN analysis, the failure mode and effects analysis, I found that the severity was actually quite high. And the occurrence was low. What does this mean?
Charlie: If you look at all the cases in the market, in terms of ppm, problems don’t often get found often. However, once a problem occurred, that means 100% for the owner. You can see in the detection index that how effective problems could be detected on your production line. Most of the problems are quite difficult to detect. All of them are above 5 out of 10. Especially the braking force is 8. Vehicle don’t work is 8. They are very serious. These data were from 2020. We can see how much it costs to remedy this problem. As long as the problem is detected in the production line, remedial cost will be low or even none. If we can catch it, we can fix it right away. But once the defect is out in the market, the remedial cost would be very scary. I use this method to do the efficiency evaluation of the whole project. I haven’t taken into account of the impact brought to brand image. That must be higher.
Charlie: I hope to give you a direction to evaluate a case. These tools are all available. It’s not that difficult. The ROI calculated by these tools is considerable. I used this method to build and start such projects.
We can ensure that defective products don’t leave the station. We can achieve high yield rate, even up to 100. And you said that the defective rate is even down to zero. We’re moving on to a Q&A session. Charlie, we have some questions we’d like to ask you. Now everyone is talking about smart manufacturing, smart factory and Industry 4.0. How much portion do you think computer vision takes in this?
Charlie: In the field of smart manufacturing, actually, for me, I think AI vision is the final piece of the puzzle. In terms of computer vision, machine learning and data analysis, how to convert data into strategic information is the question? Many companies are facing a problem, that is labor shortage. Especially in the post-pandemic era, people found that people who used to do this job do not necessarily want to come back to work. Some of the company’s most valuable skills are gone with these people. Domain know-how is gone with the mechanics as well. People come and go. It is a great loss for the company that trained workers leave their positions.
Charlie: In the field of smart manufacturing, companies start to do digital transformation initially. And then they embark on the integration of lean process. But in the end, they have to use the AI tools. AI vision plays a big part in this. Visual stuff is hard to be calculated and quantified. It is super important. There are a lot of difficulties in implementing AI vision. The duration of deployment isn’t short. But it has its own necessity and value.
In terms of computer vision and AI, what are the actual benefits that Gogoro gains?
Charlie: Firstly, It ensures products’ quality in the process. Secondly, It helps us with overseas expansion of our OEM production lines. When we are moving our factories abroad, we are facing people with different languages and backgrounds. When I’m managing such workers, how can I make sure that SOP would be followed in India, China and Vietnam? That’s why I hope to have such a successful case in our production line in Taiwan. In the future, when I enter foreign factories, I will take it with me. I think this is a very important foundation for Gogoro’s future overseas expansion.
That’s right. Gogoro is already the leader of E-motors in Taiwan. And now it has introduced PowerArena AI into the shop floor. It’s really crucial that SOP, quality could be monitored and enhanced at international sites as well. Finally, thanks to Charlie for your time today. Is there anything that you would like to share with us in the end?
Charlie: I would like to share with the audience that I’ve talked to many of my predecessors and friends. They all hold a myth toward smart manufacturing. What is the myth? I don’t know what kind of system to choose. I don’t know what kind of software to choose. I don’t know how to build my IT team. These are all big mistakes that people make in terms of smart manufacturing.
Charlie: In fact, what is the most important thing about smart manufacturing? The most important thing is to build a lean procedure. Whether you want to do AI modeling or AI vision in the future, the most crucial thing is to have a lean procedure. All digital transformation needs to streamline the process. Otherwise, there will be a lot of bad customs or waste of process and labor. When I talk to these friends or colleagues, I emphasizes on laying out the procedure first before you do other things. Then we can see from this workflow which process can be improved. After making improvements, then consider what kind of system I should use. You have to think about whether you have the ability to maintain the system of your choice, whether this system can continue to operate in your business.
Charlie: Often times you have to start at the very beginning, that is streamline the procedure. That must be done first. The next step is to view from the company’s angle. How do I make a manufacturing order? Those are the details you should consider later on. I’d like to take this opportunity to share this concept with the audience. It’s not right to go straight into thinking that what IoT should I use or what data should I collect. This is the first thing. The second thing is that we need to be aware that they are all data, they are all numbers. One thing the boss cares about is that what improvement will I see with this investment. Increase in EPS, increase in operating performance or increase in market share. The boss expects to see these things. I want to take more orders when I’m in an upturn. So that my market share and sales rate can rise. He is accountable to his shareholders. This is the boss’ mission.
Charlie: When building a system, you have to think about what the boss wants. What is the main point? I gave an example of our own. In the beginning, when our brand entered the market, we held a high bar on product quality. We thought such investment on integrating MES and AI is worth it. It is worth it to integrate PowerArena’s AI with our system. Build a brand image is not easy. So how can we ensure safety for our consumers and future owners? How can we set a side worries on the product quality and put more efforts into designing the next generation of product to be more reliable? These are my views.
Thank you, Charlie. You mentioned some of the manufacturers may start to evaluate the procedures from the top at the beginning of implementing a new system. And how to measure the really important things and values with a boss’ perspective. Sometimes it’s not just for the output. Sometimes it’s like Gogoro, emphasizing on product quality at the very beginning. Especially in the automotive industry, we see that there’s a very high standard for safety. Thank you Charlie for sharing with us today.

Video footage captured by a camera installed on a workstation serves as the foundation for AI to learn and recognize the production line. The more AI “sees”...
Read more
As global manufacturing shifts continue, more companies are relocating production lines and expanding capacity in Southeast Asia, India, and Mexico—regions with abundant labor and close proximity to major markets.
Read more
Oops! Something went wrong.
Please try again.
Oops! Something went wrong.
Your subscription wasn’t completed. Please try again.

You’re all set!
Stay tuned for industry insights and the latest from PowerArena.
You’re all set!
Keep an eye on your inbox for more information.