Why SOP Compliance Is Still Broken in Most Factories — And What AI Vision Does About It
Every factory has SOPs. Most factories have gaps between what those SOPs say and what actually happens on the production floor, every shift, every day.
That gap is not primarily a discipline problem or a training problem. It’s a visibility problem. When operator behavior is unmonitored 95% of the time, deviations are structurally inevitable. The question isn’t whether they happen. It’s whether you find out before the product ships.
Traditional audit methods — floor walks, random sampling, post-process inspections, are reactive by design. They answer the question “did something go wrong?” only after the damage has been done. In high-mix, high-pace assembly environments, that architecture isn’t sufficient.
AI vision changes the economics of SOP monitoring by making continuous, 24/7 coverage of every workstation operationally viable for the first time.
Download Case Study: EV manufacturer reduced warranty issues to zero →
The Core Challenges That Make SOP Compliance Hard to Manage
Challenge 1: You Can Only Supervise What You Can See — And You Can’t See Everything
A quality supervisor can be in one place at a time. On a fifteen-station line, that means fourteen stations are unobserved at any given moment. The practical consequence is a compliance environment where adherence is highest when supervision is present and degrades quietly when it isn’t.
This isn’t a culture problem specific to any factory. It’s a fundamental property of human attention in repetitive, high-volume work. Operators who genuinely intend to follow procedure develop habitual shortcuts over time, skipping a confirmation step here, using a more accessible tool there, without conscious awareness that they’ve drifted from standard. The deviation accumulates quietly until a quality escape surfaces downstream.
Challenge 2: Sealed Assemblies — The Verification Problem You Can’t Solve After the Fact
Some of the most consequential assembly errors are, by definition, invisible once the product is closed.
In vehicle and electronics assembly, components are progressively enclosed as work progresses. A critical lubrication step, a connector seating check, a torque verification, all of these need to happen before the housing is sealed. Once it’s closed, reopening the assembly to inspect the interior is either cost-prohibitive, structurally damaging, or simply not done under production pressure.
IoT-connected tools partially address this: a smart torque wrench can confirm whether torque was applied, and at what value. But IoT connectivity has a coverage ceiling. Not every tool on an assembly line can be made smart. A brush used to apply lubricant, a cloth used to clean a contact surface, a hand positioning a gasket, these actions are real SOP requirements, and none of them can be confirmed by a sensor.
This is precisely the gap AI vision fills. A global top e-scooter manufacturer encountered this challenge in their assembly process: certain steps involving manual tools could not be verified through IoT alone. Once the vehicle chassis was sealed, those steps were permanently unverifiable. HOP AI vision provided independent, camera-based confirmation of each action at the moment it was performed, before closure made verification impossible.
Learn how AI Vision closed the IoT gap for a world-leading e-scooter manufacturer →
Challenge 3: Wrong Tool, Hidden Damage — The Defect You Won’t Find Until the Field
Tool substitution is a more common SOP violation than most quality teams realize. An operator reaches for the nearest available tool rather than the specified one, not out of negligence, but out of habit or convenience. The action looks identical from a distance. The result, however, may not be.
Incorrect tools can apply out-of-spec torque, create micro-abrasions on mating surfaces, or stress components beyond their design tolerance, all without leaving any visible trace. The product passes final inspection. It passes outgoing QC. It ships. And six months later, a warranty claim arrives with a failure mode that traces back to an assembly step performed with the wrong tool, on a day that no one recorded.
The only reliable way to catch this class of error is at the moment it happens, with a system that can distinguish a specified tool from a non-specified one and flag the deviation before the assembly proceeds.
Challenge 4: Inspection That Stops the Line Is Not a Sustainable Quality Strategy
Under production schedule pressure, the hidden cost of many inspection approaches is time, specifically, the downtime required to conduct them. Pulling units off the line for inspection, pausing assembly for manual audits, or implementing post-process sampling: each of these interrupts production flow to verify quality, which means that quality assurance and production throughput are treated as competing priorities.
The better model is in-process inspection, catching issues at the workstation in the moment they occur, without stopping the line. When a deviation is identified and corrected within seconds of occurring, there’s no rework backlog, no line pause, and no cascade of downstream effects. Quality control becomes part of the production rhythm rather than an interruption to it.
This is the architectural shift that HOP enables: moving inspection from a post-process activity that disrupts production to a real-time layer that runs continuously alongside it.
How HOP AI Vision Addresses Each of These Challenges
Layer 1: Continuous Motion Recognition Across Every Station
HOP deploys AI vision cameras at each workstation and trains models on the specific SOP sequence for that station. The system tracks every key operator action, tool selection, component placement, fastening, application steps, orientation checks, and compares them against the required sequence in real time.
Coverage is not dependent on a supervisor being present. Every station is monitored continuously, every shift, without fatigue or attention variation. When a deviation is detected — a skipped step, a wrong tool, an out-of-sequence action, an immediate alert is triggered at the station, giving the operator and line supervisor the opportunity to correct the issue before the product moves on.
Layer 2: Process Interlock — Vision as a Release Condition
HOP integrates with MES, AGV, and other production systems to create hard interlock conditions: the downstream process cannot proceed until AI vision has confirmed that the required actions were completed at the current station.
In practice, this means:
- An AGV will not transport a work-in-progress unit to the next station until AI vision confirms the required steps were completed
- The MES will not release a process parameter until visual confirmation is received
- In multi-operator stations, HOP tracks the collaborative action sequence across both workers simultaneously, ensuring the integrated process, not just individual steps, is compliant before release
This transforms compliance from a monitoring function to a structural production condition. Defects can’t flow to the next station because the production system itself won’t allow it.
Layer 3: Complete Video Archive and Process Traceability
Every station maintains a continuous video record, automatically indexed to product serial number, work order, timestamp, and operator ID. This serves two functions: real-time quality assurance and retrospective traceability.
When a field warranty claim arrives referencing a specific product, managers can retrieve and review the assembly footage for that unit within minutes. The gap that MES data leaves, it records that a process step was logged, but not how it was executed, is filled by video evidence of actual operator behavior at every stage.
In-Process Inspection vs. Post-Process Inspection: A Direct Comparison
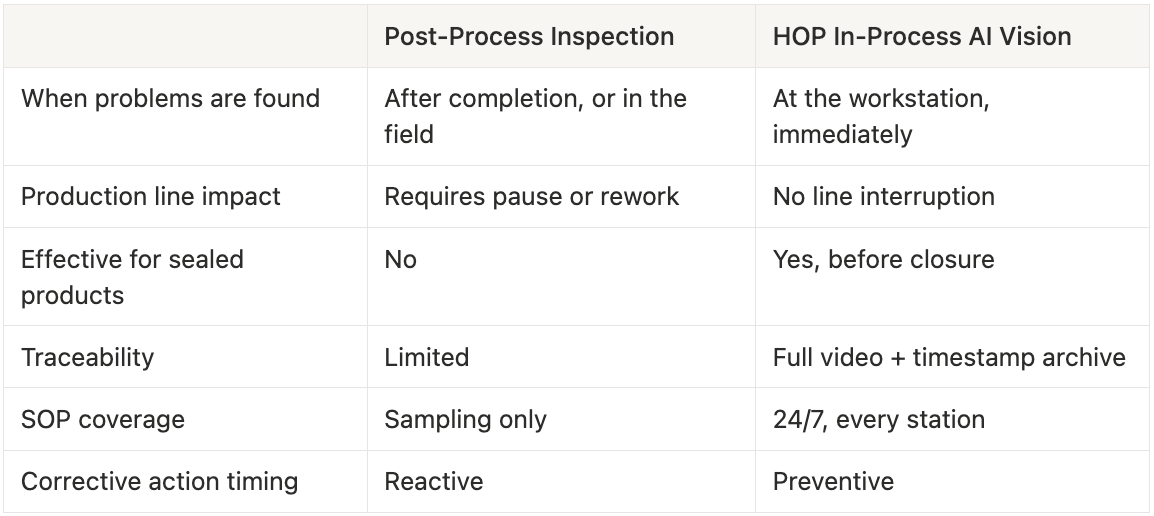
In-Process Inspection vs. Post-Process Inspection
Case Study: World-Leading EV Manufacturer — Early Warranty Issues Reduced to Zero
Download the full case study →
A globally recognized electric vehicle manufacturer had already invested heavily in production intelligence: MES for process tracking, IoT-connected tools for parameter logging, AGV systems for material flow. Their assembly line was, by most measures, a smart factory.
And yet early warranty issues persisted. The root cause was a gap that their existing systems couldn’t address: MES tracked equipment states and process parameters, but it couldn’t tell whether an operator had actually performed a critical manual step correctly. In multi-operator workstations, the system could track each person’s steps individually, but couldn’t integrate and validate the collaborative sequence as a whole.
After deploying PowerArena HOP, AI vision was integrated into the existing MES and AGV architecture as the behavioral confirmation layer. Assembly steps that couldn’t be verified by IoT tools were now confirmed by camera. The AGV interlock ensured no unit could proceed without visual confirmation of completion. The result: early warranty issues dropped to zero.
Conclusion
SOP compliance is ultimately a visibility problem. When operator behavior is observable and verifiable in real time, deviations can be caught and corrected before they become defects. When it isn’t, your quality system is operating with a fundamental blind spot, regardless of how well-written your procedures are.
AI vision doesn’t replace IoT tools, MES, or existing quality systems. It fills the gap those systems leave: the unmonitored space where human hands do the work that determines product quality, step by step, at every station, across every shift.
Further reading:
Table of Contents